



The Plan Quality Management process involves the production of a quality management plan as part of the overall project management plan. This plan determines the quality requirements, how they will be measured, and controlled. It can be a subsection of the project management plan or, for larger projects, a stand alone document.
The stakeholder list is a fantastic starting point for determining quality requirements. Each stakeholder imposes requirements onto the project, and each requirement has a standard of quality associated with it.
Quality standards can generally be categorized as follows:
- Internal company standards
- Those imposed by regulatory agencies
- Legal standard of care to the public (or simply, public expectations)
- External standards imposed by the project sponsor or organization
- Other stakeholder standards, like utilities, adjacent landowners, and other affected organizations
Quality Management Plan
The quality management plan should contain:
- A list of standards that apply to the project (minimum)
- Measurement criteria and frequency
- Inspection criteria
Quality Certification
The ISO-9001 standard provides a way for organizations to achieve and maintain certification of a quality management program. It is focused on the quality management system, not individual technical standards for a company’s products.
Individual certification for quality practitioners can be obtained through the American Society for Quality (ASQ) and the SME (formerly the Society of Manufacturing Engineers).
Six sigma is a popular certification for individual practitioners which was popularized by General Electric in the 1990’s. It involves the statistical analysis of the outputs of a process and limitation of defects to a maximum acceptable standard.
Technical Standards
Technical standards are available in almost any industry, which can be used to judge the quality of individual project deliverables. These are generally available by country.
- United States: American National Standards Association (ANSI)
- India: Bureau of Indian Standards (BIS)
- China: Standardization Administration of China (SAC)
The global organization of these standards organizations is called the Internation Organization for Standards (ISO), based in Geneva, Switzerland. There are 164 member countries.
Also, many industries have universal (global) standards bodies which develop standards specific to an industry. These are often, but not always, more detailed and thus useful.
- American Society for Testing and Materials (ASTM): Standards for the construction industry, and used throughout the world in spite of its “American” name.
- Institute of Electrical and Electronics Engineers (IEEE): Standards forthe electronics and technology industries.
- Society of Automotive Engineers (SAE): Standards for the automobile industry.
There are many others not listed here.
Cost of Poor Quality
When products are not produced up to a desirable standard, the organization suffers in non-tangible ways, such as loss of future business, tarnished reputation, etc. The actual cost of poor quality to an organization can be itemized into two categories:
- Cost of Conformance
This category involves money spent to avoid failures and defects. Items such as training, equipment upgrades, extra time, testing and inspections ensure that the quality of the product ends up meeting the standard. - Cost of Non-conformance
This category involves the money spent to correct failures and defects. Performing duplicate work, rejecting scrap, and assuming liabilities fall into this category. Lost future business is a possibility.
Six Sigma
Developed by Motorola and popularized by GE in the 1990’s, six sigma is a method which measures thee output quality of a process and attempts to determine improvements.
In any process which produces outputs, there will be some good, some bad, and some ugly. The distribution of the outputs can be put onto a standard “normal distribution,” which looks like this:
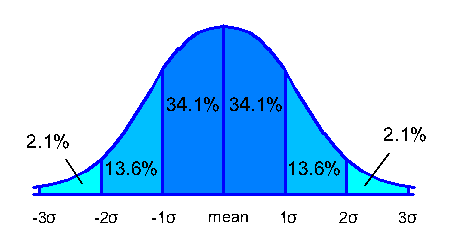 Each column is called one “standard deviation,” (σ) and the percentages are fixed, because this is the definition of a “normal distribution.” What is not fixed is the spread (width) of the distribution, or to put it another way, the number of results in each column. Naturally when the process produces a wide range of outputs the distribution will be “flatter” and when it produces a narrow range of outputs the distribution will be thinner and taller.
Each column is called one “standard deviation,” (σ) and the percentages are fixed, because this is the definition of a “normal distribution.” What is not fixed is the spread (width) of the distribution, or to put it another way, the number of results in each column. Naturally when the process produces a wide range of outputs the distribution will be “flatter” and when it produces a narrow range of outputs the distribution will be thinner and taller.
The six sigma methodology attempts to limit defects to 3 standard deviations in each direction (i.e. a band of six “sigmas”). The upper specification limit is 3 sigmas above the mean. The lower specification limit is 3 sigmas below the mean. Therefore, in the diagram above, the specification limits are at the edge of the diagram and any products that are past the ends of the diagram are considered defective.
As you can see, this is a very small percentage. Most production processes don’t satisfy under this strict criteria. That’s why the primary focus of Six Sigma is in production improvement projects.
The acronym DMAIC governs improvement projects to existing production processes, in order to get the products within the six sigma limit:
- Define the problem and the metrics which are most important to measure success. Define the Critical-to-Quality (CTQ) issues.
- Measure the current process and document the baseline performance.
- Analyze the top causes of the defect. Many techniques can be used in this phase including Pareto Charts, Fishbone Diagrams, and Regression Analysis.
- Improve the process by testing various alternatives and implementing an action plan.
- Control. Implement controls to ensure that the defect does not re-occur over time.
When a new process is being developed from scratch, the acronym DMADV governs the development project:
- Define. See DMAIC.
- Measure. See DMAIC.
- Analyze. See DMAIC.
- Design the process which will produce the desired result.
- Verify that the process will produce the desired result.
Lean Manufacturing
This concept was developed out of the Toyota Manufacturing System which helped turn Toyota from a small car manufacturer in the 1980’s into one of the world’s large automotive companies.
Lean Manufacturing focuses on waste in a process. There are 8 kinds of waste:
- Overproduction: More units are being produced than the market demands, or the quality is more than necessary.
- Waiting: Parts of the assembly line are unproductive because the previous step has not been completed.
- Inventory: There is too much inventory stockpiled which is costly to produce and store.
- Transportation: Parts and supplies are not efficiently moved between production areas or processes.
- Overprocessing: The product is touched by the manufacturing process too many times, or unnecessary processes are in place.
- Motion: People and resources are not being moved between manufacturing processes efficiently.
- Defects: Too many resources are expended to find and correct mistakes.
- Workforce: The human resources available to the process are not being used efficiently.
In the Toyota Production System, every employee is required to stop their piece of the assembly line when an element of waste is discovered, and report to their manager the necessary improvement to eleminate the waste. This is called Kaizen, which means continuous improvement.
The 7 Basic Quality Tools
There are 7 primary tools which are are used in the quality industry.
- Cause and effect diagrams. Also known as fishbone or ishikawa diagrams, these are useful to trace a problem’s source to its root cause.
- Flowcharts. Flowcharting the process helps to visualize the various parts and how they interact, which helps to determine quality priorities.
- Checksheets. Also known as tally sheets, these are helpful for gathering attributes data about potential defects when performing inspections.
- Pareto diagrams. These are good for isolating the a few factors that produce most of the defects.
- Histograms. A special form of bar chart, they can be good for visualizing the spread of a data set.
- Control charts. These can be helpful in determining whether a process is stable or has predictable performance.
- Scatter diagrams. These attempt to find the relationship between two variables, such as a defect and a potential root cause.